उन्नत प्रक्रिया उपकरण
झुझाउ किम्बर्ली सिमेन्टेड कार्बाइड कम्पनी, जसलाई सामान्यतया किम्बर्ली कार्बाइड भनेर चिनिन्छ, झुझाउ शहरमा अवस्थित एक प्रमुख उद्योग नेता हो, जुन विश्वको सबैभन्दा ठूलो कार्बाइड उत्पादन केन्द्र हो। कार्बाइड उत्पादन, अनुसन्धान र विकास, डिजाइन, र एकीकृत समाधानहरूमा यसको अभूतपूर्व उपलब्धिहरूको लागि प्रख्यात, किम्बर्ली कार्बाइड यस क्षेत्रमा नवीनताको प्रकाशको रूपमा खडा छ। उत्कृष्टताप्रति कम्पनीको समर्पणले यसलाई २०१९ मा "चाइना नेशनल हाई-टेक इन्टरप्राइज" को प्रतिष्ठित उपाधि प्राप्त गरेको छ, जुन कार्बाइड उद्योगलाई अगाडि बढाउने प्रतिबद्धताको प्रमाण हो। किम्बर्ली कार्बाइडमा, हाम्रो लक्ष्य कार्बाइड प्रविधिको निपुणता मार्फत उद्योगहरूमा क्रान्तिकारी परिवर्तन गर्नु हो। हामी हाम्रा ग्राहकहरूले सामना गर्ने विभिन्न प्रकारका अनुप्रयोग समस्याहरू समाधान गर्ने अटल प्रतिबद्धताद्वारा संचालित छौं। हाम्रा अत्याधुनिक समाधानहरू मार्फत, हामी खानी, उत्खनन, निर्माण, र ग्यास र तेल अन्वेषण जस्ता क्षेत्रहरूमा दक्षता, स्थायित्व र उत्पादकता बढाउने लक्ष्य राख्छौं।





उपकरण
हामी कच्चा पदार्थको रूपमा आयातित सामग्रीहरू र प्रतिष्ठित उत्पादकहरूबाट स्वदेशी रूपमा प्रसिद्ध "थ्री हाई" प्राथमिक टंगस्टन कार्बाइड प्रयोग गर्छौं।
प्रिमियम सामग्रीहरू
परम्परागत पदार्थहरू
हामी उच्च-गुणस्तरको मिश्र धातु उत्पादनहरू निर्माण गर्न अन्तर्राष्ट्रिय उन्नत परिशुद्धता सिमेन्टेड कार्बाइड उत्पादन प्रक्रिया अपनाउँछौं।
हाम्रो मिश्रित बल मिलिङ तयारी कार्यशालालाई बुद्धिमान र स्वचालित नियन्त्रण प्राप्त गर्न स्तरोन्नति गरिएको छ। स्वचालित नियन्त्रण प्रणाली मार्फत, हामी घुमाउने गति, समय, तापक्रम, आदि जस्ता प्यारामिटरहरू व्यवस्थापन गर्छौं। कुनै पनि विसंगतिहरूलाई तुरुन्तै सतर्क गराइन्छ, र प्रक्रिया नियन्त्रण प्यारामिटरहरूलाई निरन्तर अनुकूलन गर्न व्यापक डेटा विश्लेषण गरिन्छ।


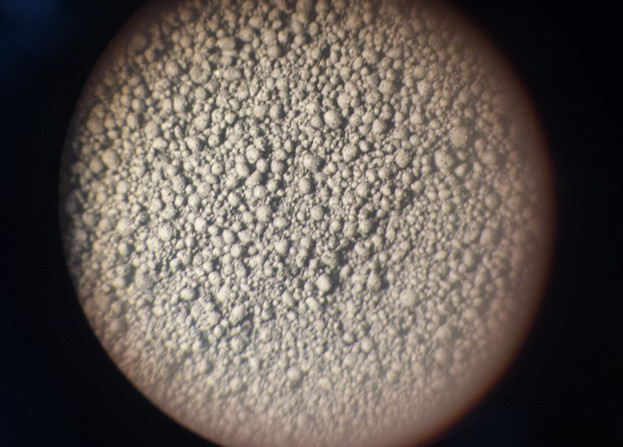
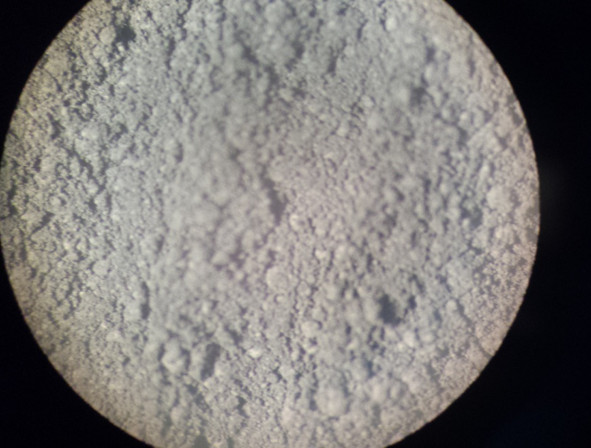
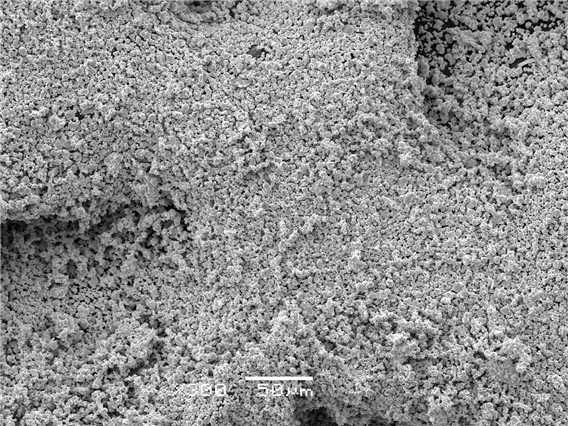
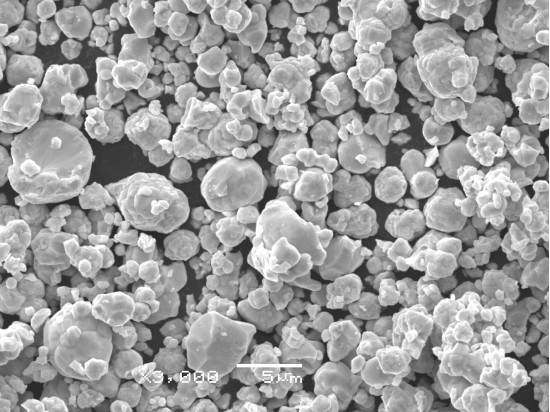
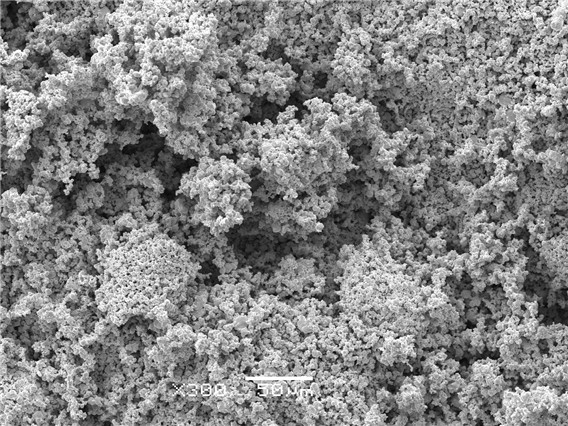
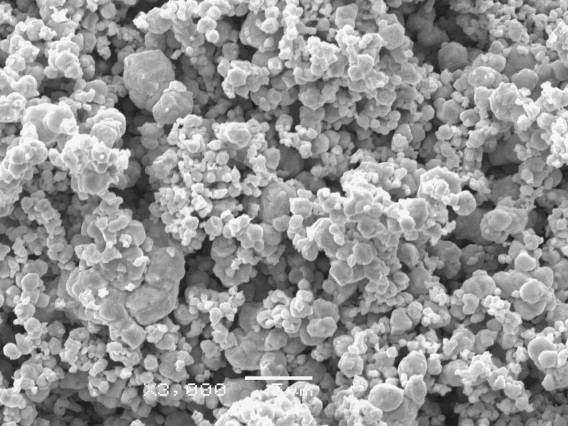
हामी अन्तर्राष्ट्रिय रूपमा उन्नत स्प्रे सुकाउने ग्रान्युलेसन प्रविधि प्रयोग गर्छौं, जसले परम्परागत म्यानुअल ग्रान्युलेसनको तुलनामा हावा र धुलोलाई प्रभावकारी रूपमा अलग गर्छ, जसले गर्दा समान आकारको पाउडर कणहरू र स्थिर गुणस्तर प्राप्त हुन्छ।
कम्प्याक्सन र मोल्डिङ कार्यशाला:
हाम्रो कम्प्याक्सन प्रक्रियामा, हामी ६०-टन TPA स्वचालित प्रेस र १००-टन स्वचालित हाइड्रोलिक प्रेस सहित उन्नत मेसिनरीहरू प्रयोग गर्छौं। यसले कच्चा उत्पादनको घनत्व समान रूपमा वितरित गर्दछ र उत्पादन आयामहरूमा उच्च परिशुद्धता प्राप्त गर्दछ। कार्यशालाले उत्पादन प्रक्रियाभरि प्रदूषणमुक्त उत्पादन वातावरण र उत्पादन गुणस्तर सुनिश्चित गर्न सकारात्मक दबाब भेन्टिलेसन, वर्षभरि तापक्रम र आर्द्रता नियन्त्रण, साथै वायु शुद्धीकरण उपायहरू कायम राख्छ।

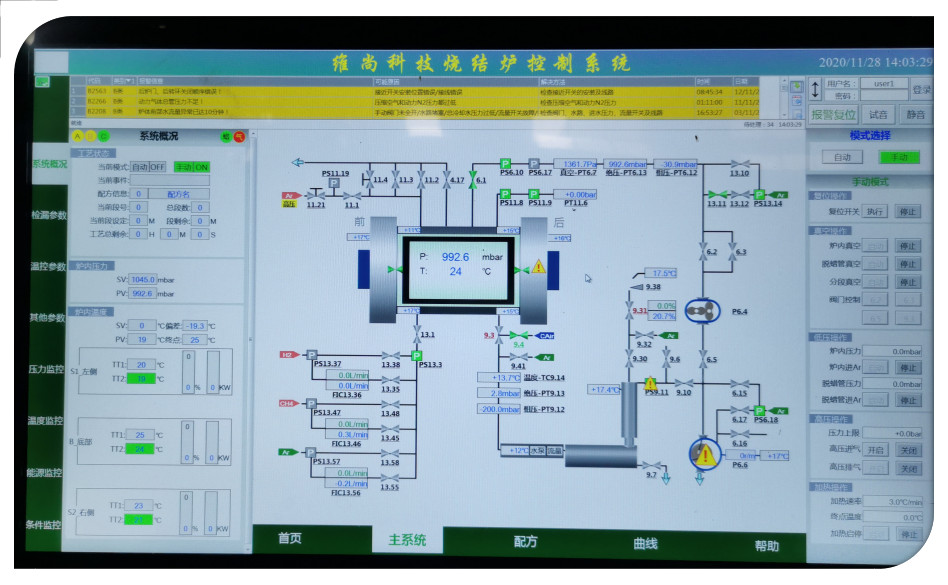
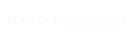
विगत ५० वर्षमा, सिमेन्टेड कार्बाइड सिन्टरिङ प्रविधिले हाइड्रोजन फर्नेसबाट भ्याकुम फर्नेस र अन्ततः प्रेसर फर्नेसमा प्रगतिशील विकास गरेको छ। प्रेसर-असिस्टेड सिन्टरिङ विश्वव्यापी रूपमा अग्रणी मिश्र धातु सिन्टरिङ प्रविधिको रूपमा देखा परेको छ। यो दृष्टिकोणले डिबाइन्डिङ, भ्याकुम सिन्टरिङ, र प्रेसर सिन्टरिङलाई एकल चरणमा संयोजन गर्दछ, उत्पादनको पोरोसिटी घटाउँछ र पूर्ण रूपमा घना सामग्री जस्तै मिश्र धातु घनत्वको स्तर प्राप्त गर्दछ।

मिश्र धातु उत्पादनमा नौ-चरण गुणस्तर नियन्त्रण प्रक्रिया:
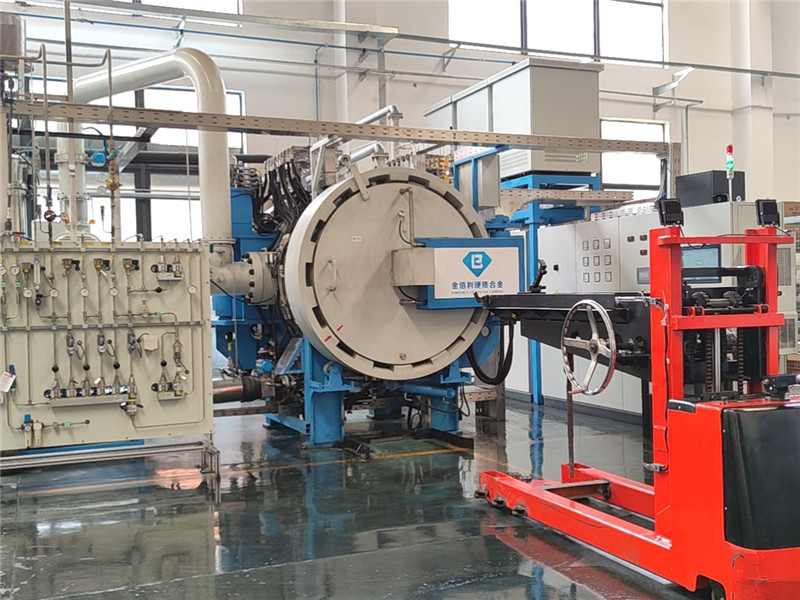
१. कच्चा पदार्थको रासायनिक र भौतिक गुणहरूको परीक्षण
२. कच्चा पदार्थ बल मिलिङको प्रयोगात्मक कार्यसम्पादन परीक्षण
३. मिश्रित बल-मिल्ड सामग्रीहरूको भौतिक गुणहरूको नमूना लिने र परीक्षण गर्ने
४. मिश्रित स्प्रे-मिल्ड सामग्रीहरूको भौतिक गुणहरूको नमूना र परीक्षण मार्फत पहिचान
५. कम्प्याक्सन क्यालिब्रेसन र मोल्डिङको प्रारम्भिक कार्यसम्पादन परीक्षण
६. कम्प्याक्सनको समयमा उत्पादन गुणस्तरको आत्म-निरीक्षण
७. कम्प्याक्सन गुणस्तर कर्मचारीद्वारा गुणस्तरको पुन: निरीक्षण
८. सिंटर गरिएको समाप्त उत्पादनहरूको भौतिक र यान्त्रिक गुणहरूको परीक्षण
९. तयार उत्पादन मोडेल, आयाम, उपस्थिति, र दोषहरूको निरीक्षण।